Rotational Molding Design
For a rotomolding project to be successful on the front end, it is imperative that the rotational molding design is completed by or with the guidance of those with experience and knowledge of the process. Unlike most all other plastics manufacturing processes, rotational molding produces some wickedly durable products.
Rotomolding design and innovation has shown tremendous progress since inception of the process. A number of rotomolding companies have created their own ‘place’ in the rotational molding industry by designing and producing a proprietary product line, or a specialized single particular products such as laundry carts, coolers, playground equipment, tanks, etc. Over the recent years, mergers and acquisitions in the rotomolding industry has lead to major consolidations and found many custom rotomolding customers looking for new partners and long term suppliers. As engineers and design teams have learned more about the great physical properties of the materials and the resilience of the polymers, it has lead to a growing number of companies and OEMs to reconsider how some of their products are being manufactured and strongly consider the conversion to the rotomolding process.
Many rotational molding companies would rather focus on a single line of products such as trash cans, laundry carts, playground equipment, water tanks and more. This allows them to focus a group of proprietary products without having to deal with the complexities and ever-changing environments of true, high quality custom rotational molding. Some will claim to offer, custom rotomolding services, however, many customers will find themselves out in the cold each and every time the busy season for the rotomolders’ proprietary products comes around.
 |  |  |
Rotomolding Design Features
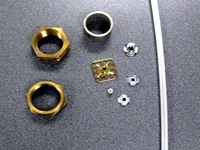
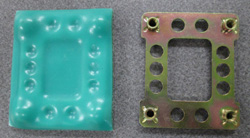
The rotational molding process is a lot more forgiving than many other plastics manufacturing processes, as rotational molding will allow for special features or design considerations to be incorporated into the production of the components. Additional features such as molded-in threaded inserts and fittings, molded in aluminum extrusions, steel bars or tubing for structure and support, stainless steel thru bushing, caster mounting plastes, pipe threads and so much more can be incorporated into a complex design for rotational molding.
 |  |  |
Rotationally Molded Products can withstand some of the most rigorous abusive or industrial environments that one can imagine. Because of the lack of stress involved in the rotational molding manufacturing process, rotomolded products are commonly used for outdoor or environmental projects as they can withstand some of the most brutal conditions that mother nature or the outdoor elements can provide!
While playground slides and rotomolded crowd control barriers are great examples of rotationally molded products that may see some varying levels of abuse, a great example of the rotomolding industry’s ability to produce strong, resilient products is the rotationally molded Granger ISS Tornado Shelter Door. The rotomolded door was debris impact tested to FEMA 320, FEMA 361 and ICC 500 standards to withstand the impact of a 15 pound 2×4 at 100 miles per hour, simulating debris falling from an EF-5 Tornado with 250 mph wind speeds!
Foam Filled Rotomolded Products
A growing number of rotomolded products are being designed to incorporate a urethane foam filled cavity, sometimes for additional strength and /or sometimes for insulation properties. An example of the increasing demand for urethane foam filled products inside of the rotational molding industry specifically focuses on the growing number of coolers being produced by the industry. Many of these coolers are urethane foam filled, which allows for the coolers to keep the ice cold or frozen for literally days on end. A variety of other products in rotational molding include secondary urethane foaming processes such as spine boards, jet ski docks, buoys, pallets, doors and more!
Rotomolding Design Features
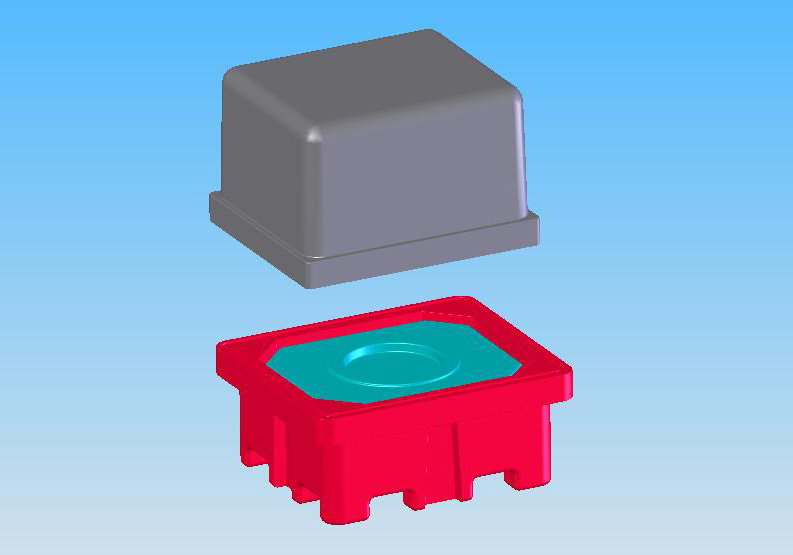
Rotomolding allows for complex shapes or features to be incorporated into the design of the product. Curves and transitions can be seamlessly accomplished in the design process, allowing rotationally molded items to have great geometric shape and curvature, thus allowing products to have great aesthetics while not compromising strength or durability. Kiss Offs, Ribs and other structural design features can be incorporated into the product’s design to increase strength and rigidity, while shapes and curves can be added to the design for additional aesthetics.
Secondary trim and assembly processes can incorporate additional features into the molded products including spin-welds, bulk head fitting, post mold graphics and more. In-mold graphics can be incorporated into the products final design and used for marketing, branding or identification purposes. Serial numbers, bar codes or other means of inventory tracking can be incorporated into graphics or labels for a variety of uses. All design features should be discussed on the design end of the project as provisions can be made to assist in completing the secondary and post-molding trim, assembly and packaging steps of the project.
Avoiding Rotational Molding Design Issues
When working with a rotomolding design expert, they should be able to quickly look over your design and point out the potential issues with the design and any thing that may cause trouble in removing the parts from the mold. Generally, these problems can be pointed out and solved in the initial design meetings. Catching the design issues early will alleviate any potential delays in production. While reading thru the rotomolding design issues below will assist, this is no substitute for working with a true, rotational molding expert.
Aesthetics
The rotomolding design process is important to guarantee that the aesthetic appeals of the final product meets or exceeds the clients expectations. The repeatability of the visual features in a rotomolded product must be dealt with in the onset of the design process. It is essential that all visual considerations be meticulously analyzed as every one of the rotomolding design phases are meticulously checked, as it is very important to guarantee that all of the information and attributes are integrated into the design in effort to meet or surpass the clients desires.
Draft Angles
Draft angles are a critical part of the rotational molding design process. Requirements for draft angles are an essential part of the the design process, products with little to no draft can often be found being destroyed in effort to be removed from the mold or “de-molded”. A rotationally molded part with sufficient draft will release itself from the mold as it cools in many instances. Geometry and surface finishes that can be incorporated into the internal mold surface, as well as other engraved functions such as logo designs, warning text plates or gallon markers can require added draft angles in contrast to easy geometric forms such as a block, or a cylindrical tube, such as a vertical water storage tank. A basic rule of rotomolding, etched features such as logos or text can be successfully designed into the mold or products with as little as 3 degrees of draft while undercuts as well as protruding attributes might require as much as 5 degrees of draft.
Sharp Corners
Sharp corners are a common rotomolding design issue that plagues many who don’t have a complete understanding of the rotomolding process. Sharp corners should always be avoided if possible when designing a rotationally molded component. Sharp corners create material flow issues, as they have the propensity to reduce the material flow thru the mold during the rotational molding process, which ends up causing voids in areas where the material does not lay down or fill in properly as the mold is heated and rotated. Stress risers can be created in rotationally molded products by the incorporation of sharp corners if not addressed properly in the design stages. The sharp corners or stress risers can end up creating an area capable of failure or fatigue.
Sharp corners also create issues in production for rotomolding oven operators. Sharp corners can create a heat sink, thus allowing the mold to collect heat in these areas of the mold, which in turn creates the product to have thicker walls in some areas with thin inside corners.
Material Flow
Material for the rotational molding process is exceptionally different than for various other plastics manufacturing procedures such as thermoforming, blow molding, compression molding or injection molding. Processing the materials for the rotational molding process calls for the polymer pellets to be pulverized to powder, usually a 35 mesh, where as injection molding calls for the product to be in pellet form. The additional step in pulverizing the material to a powder is required for rotational molding. Throughout the cook cycle of the procedure, the air that is captured in between the polymer particles is being heated up in initiative to drive out all of the air between the polymers. Due to the constant turning in the rotational molding process and the powder state of the materials, getting the molten material to circulate succinctly throughout the mold is an essential action, critical to the quality and integrity of the rotationally molded component. A knowledgeable rotomolding designer or engineer would have the ability to see any possible “bridging” or “webbing” concerns between wall surface surfaces, not providing enough space for the material to flow through the mold appropriately. The restriction of the material passage will certainly trigger other negated spaces in other locations of the product.
A general rotomolding design guideline to prevent material flow concerns is for a minimum of 5 times the wall thickness in between any wall surfaces or ribs in the product to prevent material flow issues.
Flat Walls
In the rotomolding design process, flat wall surfaces are possibly the most common of style problems that afflict a rotationally shaped product design. Long or huge level surfaces are a nuance to the process, as usually the rotomolding procedure is attempting to create a hollow vessel, as usually the parts have little to no internal structure. Rotomoulding specialists will understand how to deal with your design and wanted functions to stay clear of the huge level surface areas, by separating the huge flat areas by including geometry or framework to the product. This is frequently done by including ribs, kiss-offs and even text or logos to the surface areas.
The rotational molding industry has a standard shrinkage tolerance of 1%. Granger Plastics Company is one of the few rotomolding leaders that can hold a tighter tolerance on many applications through a multitude of practices. These shrinkage, warpage, cooling and other factors are all considerations that have influence on the final molded product. Industry standards for a flatness are ± .20″ per inch.
Designing for Rotational Molding
The rotomolding process has much more flexibility to accommodate the style of items and components or tooling that is needed to produce products through rotational moulding. While molds or tooling can be modified once it is developed, it is always beneficial to have the tooling as close as possible to the desired end result initially to conserve money and time. As a result of rotomoulding’s capability to alter the wall thickness of the final product by modifying the shot weight, or the quantity of material placed in the mold without needing to make adjustments to the tooling.
Rotational Molding Design Issues to Avoid
Download Rotational Molding Design Issues (PDF) by clicking below